
نمودار تمرکز نقص، ابزار کاربردی بررسی، تحلیل و بهبود عدم انطباق های کیفی
اکثر قطعات و محصولات تولیدی در فرآیندهای مختلف ساخت با عیوب و نقص های ظاهری متنوعی چون خراشیدگی، پلیسه، زدگی، لکه و . . . مواجه می باشند. در کارخانه ها تلاش زیادی برای کاهش این گونه نقص ها به کار گرفته می شود.
نمودار تمرکز نقص برای تعیین محل عیوب کیفی ظاهری، نقش فوق العاده موثری در از بین بردن چنین نقص هایی داشته است. معمولا این گونه نمودارها را در طرح یا نقشه اصلی می گنجانند تا بتوان محل وقوع نقص را مشخص نمود. نمودار تمرکز نقص ها تصویری از محصول است که کلیه نماهای مورد نظر را نشان می دهد. با رسم این نمودار می توان محل های ایجاد عیب را بر روی محصول مشخص و با تجزیه و تحلیل آن ها اطلاعات مفیدی در مورد علل بالقوه ایجاد آن ها کسب کرد .این روش به عنوان یکی از ابزارهای هفت گانه کنترل کیفیت آماری بسیار مورد توجه می باشد.
این نمودار تصویری از محصول است که کلیه نمادهای مورد نظر را نشان می دهد. با رسم چنین نموداری می توان محل یا محل های ایجاد عیب را بر روی محصول مشخص و با تجزیه و تحلیل آنها اطلاعات مفیدی در مورد علل بالقوه ایجاد آنها کسب کرد. در این روش نقشه فنی از زاویه مناسبی تهیه و در اختیار فرد بازرس یا اپراتور کنترل کننده قرار می گیرد و از خواسته می شود تا محل هایی که بعد از تولید دارای نقص هستند را مشخص سازد. به کمک این نمودار پراکندگی نقص ها مشخص می شود و پس از آن است که باید علت نقص های ایجاد شده را پیدا کرده و آنها را رفع کنیم.
در بسیاری از فرآیندهای تولیدی، استفاده از این ابزار به دلیل سادگی آن، بسیار مفید و کارساز می باشد. زیرا اپراتورها فقط با علامت زدن، محل تمرکز عیب را شناسایی می کنند. اگـر اطلاعـات مربـوط بـه عیـب هـای مختلفی که با بررسی تعداد مناسبی محصول به دست آمده اند، روی نمودار تمرکز نقـص هـا رسـم شوند، در اغلب موارد، منابع ایجاد اشکال به راحتی شناسایی می شوند. نمودار تمرکز نقص هـا یکی از ابزارهای بسیار مفید شناخت مشکل در صنایعی مانند آبکاری، رنگ آمیزی، ریخته گری و ذوب فلزات، ماشین کاری و مونتاژ محسوب می شود.
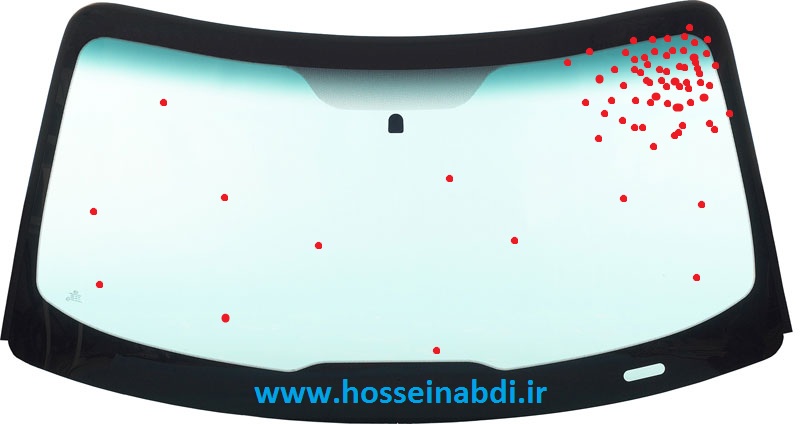
شکل زیر یک نمودار برای بررسی حباب در شیشه جلوی اتومیبیل که به صورت ورقه ورقه ساخته شده است را نشان می دهد. محل و نوع حباب ها، روی تصویری از یک شیشه (که پرینت گرفته شده است) توسط یک بازرس کنترل کیفیت علامت گذاری گردیده و معلوم و مشخص است که بیشتر حباب ها در گوشه سمت راست بالا دیده شده اند. این داده ها از بازرسی تمامی محصولات تولید شده طی یک هفته گردآوری شده است.
نمودار تمرکز نقص، ابزار کاربردی بررسی، تحلیل و بهبود عدم انطباق های کیفی
پس از تهیه نمودار تمرکز نقص، بایستی بررسی های لازم صورت پذیرد تا علت وقوع عدم انطباق مشخص گردد. استفاده از نمودار علت و معلول ( نمودار استخوان ماهی / نمودار ایشی کاوا ) ، در این مرحله مناسب و ضروری می باشد. شناسایی موقعیت وقوع بیشتر عیوب ظاهری و عدم انطباق کیفی، کمک شایان توجهی در تعیین علت عدم انطباق می نماید. در این مورد خاص (عیوب ظاهری روی شیشه جلویی خودرو) نتیجه تحقیقات این بوده که فشار وارده بر صفحه ها یکنواخت نبوده و در سمت راست فشار کمتری وارد می شده است. تنظیم نمودن ماشین، تشکیل حباب را در شیشه تولیدی تا حد بسیار زیادی کاهش داد. تهیه این نمودار منجر به تسریع اقدامات حل مسئله و رفع مشکلات کیفی می شود و ابزار مهمی در تحلیل فرآیندهای تولیدی و عملیات ساخت می باشد.
به قطعه ای که روی آن نقص اتفاق می افتد و علت این که چرا روی این قسمت متمرکز گردیده است توجه کنید. با توجه به آن نکات اگر فرآیند را دقیقا بررسی کنید علت آن را کشف خواهید کرد. هنگام استفاده از این نمودار، قسمت های مختلف قطعه را رسم کنید و برای تسهیل تشخیص نقص ها صفحه را به چند قسمت تقسیم نمایید. تقسیم بندی ها را با فاصله های مساوی انجام دهید.
این نمودار روش بسیار مناسبی برای گردآوری داده ها، تجزیه و تحلیل و شناسایی علل بروز مشکلات کیفی می باشد. عمده کاربرد نمودار برای نقص های ظاهری می باشد اما عدم انطباق های کمی را نیز می توان با این روش مورد برررسی قرار داد.
از نمودار تمرکز نقص در فرآیندهای ریخته گری، فورج، تزریق پلاستیک، کاشی و سرامیک، رنگ آمیزی، نساجی و پوشاک و بسیاری از فرآیندهای تولیدی دیگر می توان استفاده های مناسب و جالبی کرد. به عنوان مثال نمودار تمرکز نقص در بررسی عدم انطباق های کیفی قطعات آهنگری و فورج برای عیوبی همچون پلیسه تریم، پرنکردگی و کسر مواد یا مشکلات کیفی قطعات ریخته گری شده برای عیب های ظاهری مانند حفره انقباضی، سردجوش و ترک های سطحی ابزار مفید و موثری می باشد.
برای تهیه نمودار تمرکز نقص می توان از خود قطعه واقعی، تصویر و عکس قطعه، نقشه در نماهای مختلف و همچنین نمودار شماتیک آن استفاده کرد. به ازای مشاهده هر عیب یک علامت مانند نقطه روی قطعه، عکس یا نقشه می گذاریم. تعداد عیوب، موقعیت تجمع و فشردگی آن ها و همچنین درصد تعداد عیوب به تعداد کل قطعات بازرسی شده مواردی است که باید مورد توجه قرار گیرند.



")

")



عالی بود